这种新型的系统同步/工艺同步的技术在焊接市场上是少见的,可以保证从开始引燃电弧到结束时填充弧坑的整个过程都将电弧控制得很稳定。该工艺方法的优越性:熔深大,焊缝侧壁熔合性优异,并且几乎无飞溅。高质量的精细控制性能与“主辅丝”焊接方式相结合使得 CMT Twin 非常简单使用。一旦主丝引燃,辅丝电弧就会自动与之匹配。以往的焊接方法都不具有比这更好的自我调节性能。通过这样的方式还可以将 CMT 冷金属过渡技术与 Pulse(脉冲过渡)结合在一起从而在各种焊接应用中取得好的焊接效果。
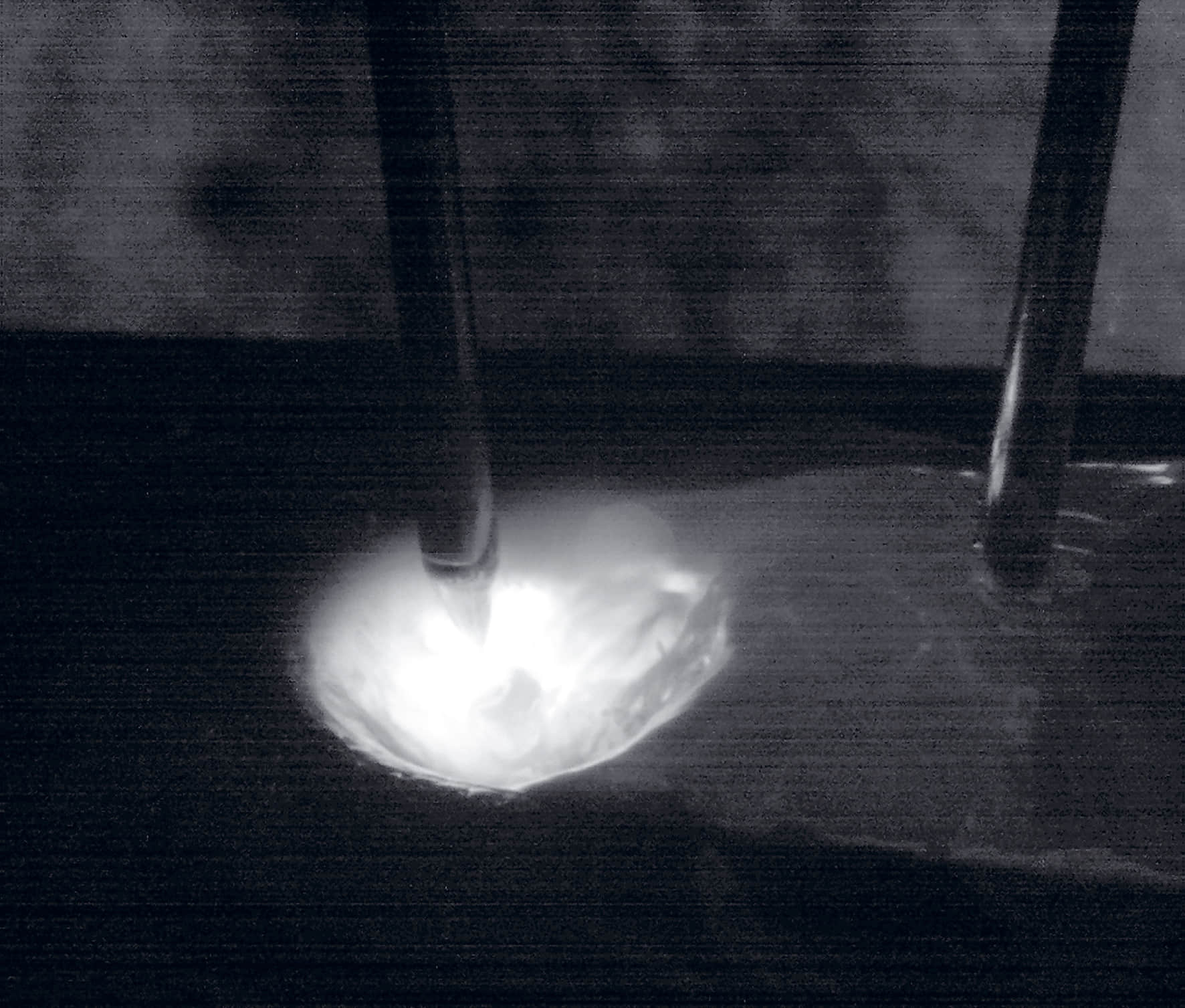
普通双丝焊
-

碳钢搭接焊缝,3 mm
Vweld=200 cm/min
Vweld total=24 m/min -
碳钢角焊缝,10 mm
Vweld=300 cm/min
Vweld total=23 m/min
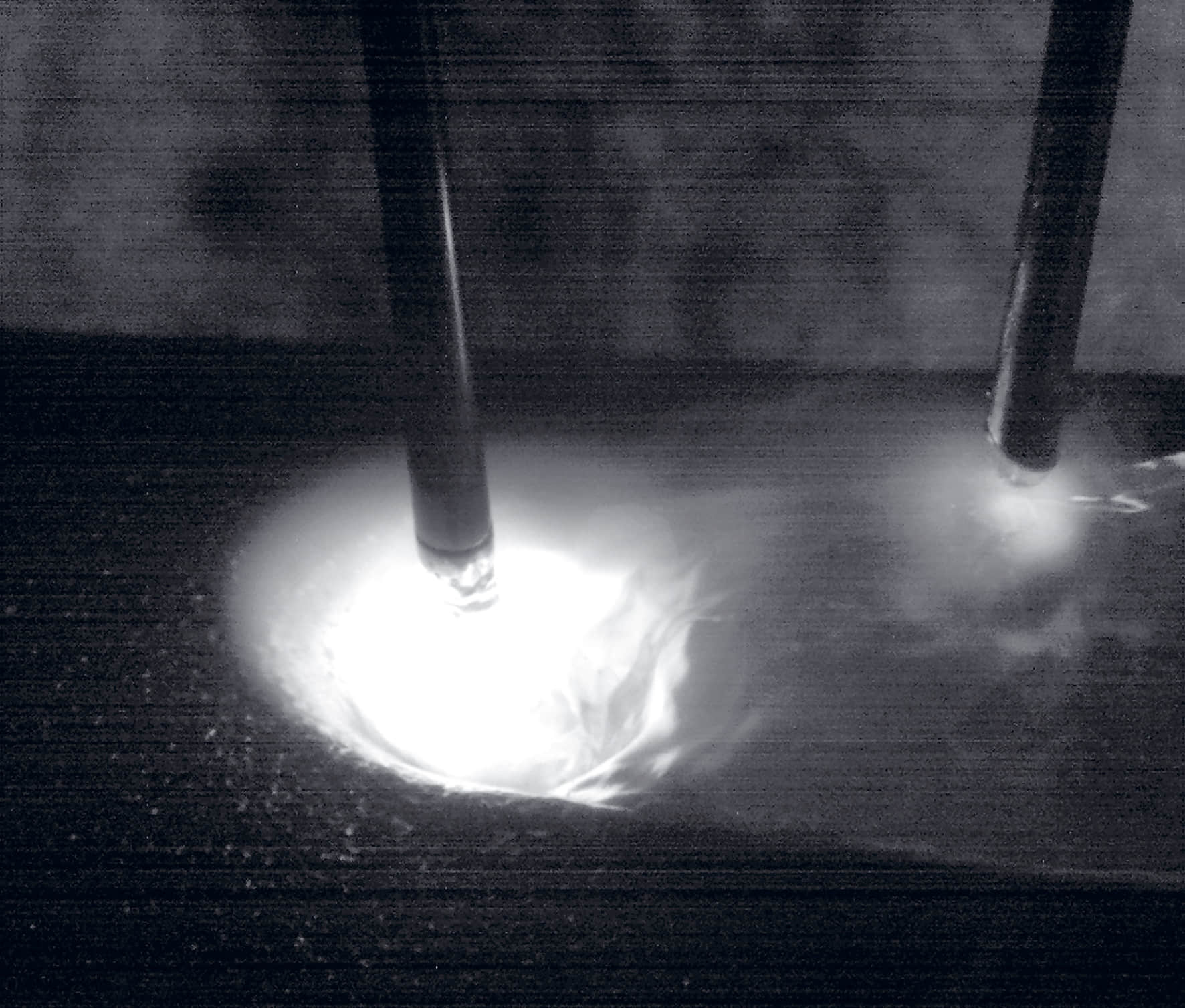
CMT Twin
-

碳钢搭接焊缝,3 mm
Vweld=120 cm/min
Vweld total=24 m/min -

碳钢角焊缝,10 mm
Vweld=150 cm/min
Vweld total=26 m/min
CMT Twin 可以大幅度提升CO2气体保护焊的潜力。基于 CMT 的良好过渡形式,不仅可以实现低飞溅的焊接效果,而且可以按照需要实现高达两倍的焊接速度或是两倍的熔敷效率。另外,CMT Twin 在各种应用中都可以提供良好的准确调节能力。对厚的材料可以实现“高熔敷率”焊接,而对薄板及镀层板又可以实现高速焊接。新型的高负载型焊枪 Twin Compact Pro 具有很好的可达性。而且,有各种规格的枪头选择以更好地适应 不同的焊接需要。内置宠大的专家系统,支持钢、不锈钢、铝、铜、镍等几乎所有材料的焊接,应用范围广泛。强劲、高速的 CMT Twin:一种快速,低飞溅的 MIG/MAG 双丝焊工艺。相比传统双丝 MIG/MAG 焊具有高的工艺稳定性和焊接性能,更高的成本效益,更高的工艺应用范围。

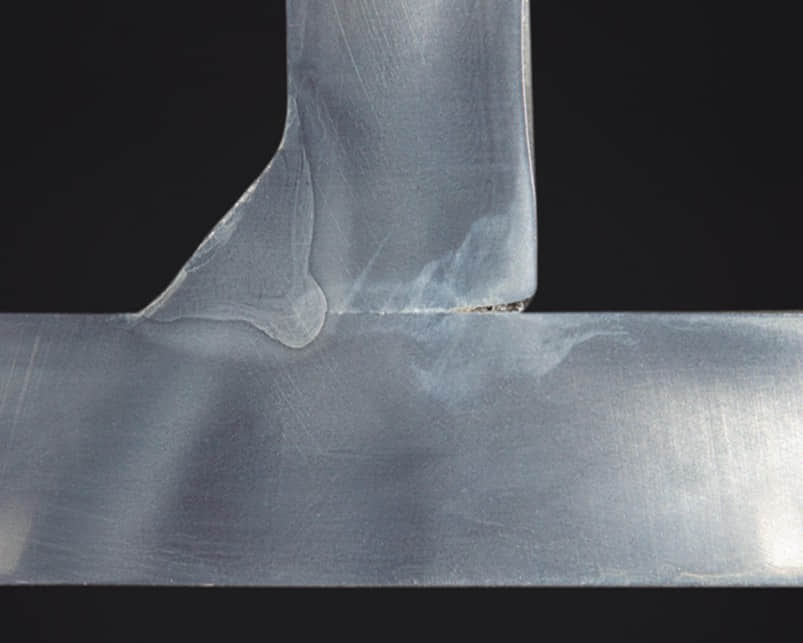
主丝采用脉冲电弧过渡,辅丝(采用 CMT 过渡)填充熔池至所需的焊脚尺寸。电弧的相互干扰小,熔池保持稳定,从而实现了整个工艺过程的准确性。
-

CMT Twin 系统
通过产品视频了解FRONIUS CMT Twin脉冲过程。


