全套 TPS/i Twin 双丝协同焊接系统鲜明的特色就是各部件的更好匹配。两台电源和一把焊枪——独立隔离的双丝焊(“主丝”和“副丝”)——专属 PMC TWIN 双丝焊接工艺软件包,与专用的清枪工作站及枪头更换工作站搭配可成为完整的双丝焊系统:易损件寿命延长及枪头快速更换,可成倍节省时间及成本。终的效果就是:高熔敷效率、高焊缝质量及高焊接速度。当用于厚板上的长焊缝应用时效果尤其显著。

焊接过程稳定
特殊的双丝焊性能可实现双电弧更好协调:引弧可靠、焊接稳定、易于调节。
熔敷效率高
高熔敷效率体现在焊缝力学性能优异及焊接速度迅捷:可达 30 kg/h、节省焊接时间。
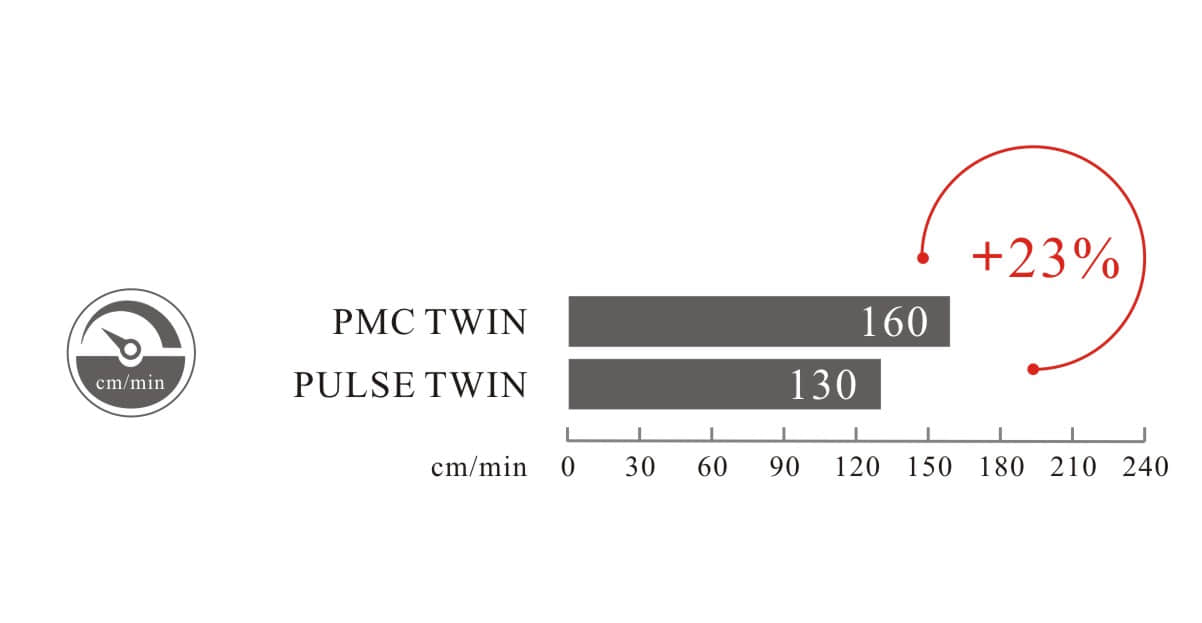
焊接速度快
熔敷效率高的同时实现焊接高度稳定:减少焊接时间、减少热输入量、减少焊后返工等处理。
间隙填充能力强
大熔池可允许较大的公差:节省加工时间、保障焊接质量。
PMC TWIN
PMC TWIN 是为 TPS/i Twin Push 双丝协同焊接系统特制的专门工艺软件包。结合了弧长控制和恒熔深控制的新功能,显著提升工艺稳定性。优化了主副丝电弧特性的 PMC TWIN 软件包提高了焊接稳定性。
① 工艺特性
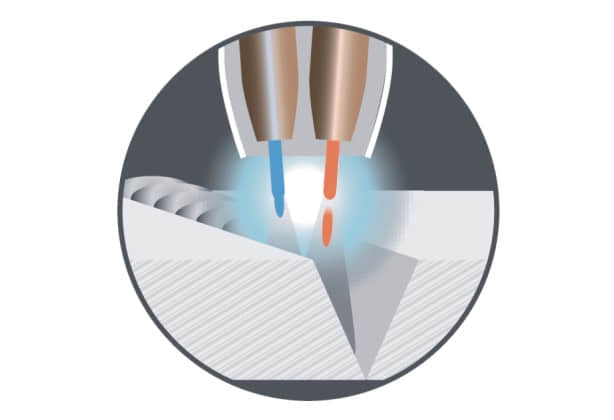
PMC TWIN 通用
脉冲电弧
短弧脉冲焊
可调节主副丝熔滴过渡特性
实现高速焊接
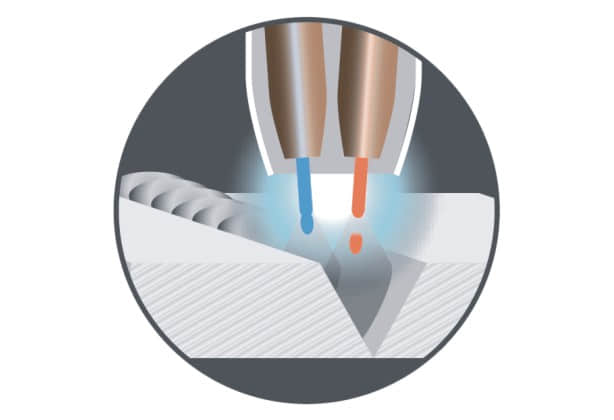
PMC TWIN PCS
喷射电弧
主丝焊透性强
副丝填充焊缝
实现深熔深焊
理想的窄间隙焊接工艺
PMC TWIN 多电弧
脉冲电弧
优化多电弧同时作业的焊接特性
所有特性与通用电弧一样
② 工艺比较
对比 PMC TWIN 新型双丝焊与传统脉冲双丝焊,优势明显。(焊接位置:PB、保护气体:Ar+18% CO2、焊丝:ER70S-6 φ 1.2 mm)

熔深
焊接速度
送丝速度独立控制
根据电弧能量设置自动调节主副丝脉冲比例,可实现协同脉冲下主副丝送丝速度大不相同。
熔滴时差可变
双丝焊特性中的主副丝熔滴间隔时差做了优化调节,必要时也可对其手动调节。
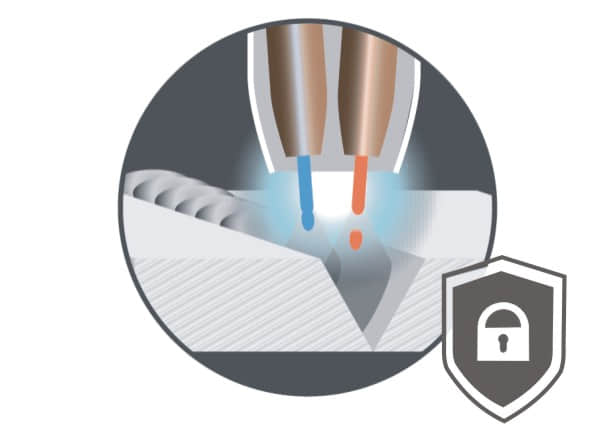
引弧同步
副丝跟随主丝略微延迟引弧:防止电弧相互干扰,确保可靠起弧。

TPS/i Twin 双丝协同焊接系统


